


新闻
精密锻造成形工艺的发展趋势
精密锻造成形技术(净成形)是指零件经过锻造成形后,只需要进行少量加工或不再进行加工,即可满足零件要求的成形技术。精密锻造成形技术是先进制造技术的重要组成部分,也是汽车、矿山、能源、建筑、航空、航天、武器等行业广泛应用的零件制造工艺。精密锻造成形技术不仅节省了材料和能源,减少了加工工序和设备,而且显著提高了生产率和产品质量,降低了生产成本,从而提高了产品的市场竞争力。
精密锻造成形技术经过30多年的发展,发展迅速,取得了众多的研究成果。本文从工艺方法、设备、模具、成形过程仿真和工艺优化等五个方面对近年来精密锻造成形技术的发展进行了总结,并对未来精密锻造成形技术的发展方向进行了展望。
1、精密锻造工艺方法
目前,许多精密锻造工艺已应用于生产。根据成形温度的不同可分为热精锻、冷精锻、温精锻、复合精锻、等温精锻等。
1.1热精锻工艺
锻造温度高于再结晶温度的精密锻造工艺称为热精密锻造。热精加工锻件材料抗变形能力低,塑性好,容易形成较复杂的工件,但由于氧化性强,工件表面质量和尺寸精度较低。热精锻常用的工艺方法是闭式模锻。由于材料的不精确,模具设计制造的精度不足,闭式模锻的最终闭合阶段的变形抗力很大,对设备和模具造成很大的损坏。
解决这一问题的常用方法是分流减压原理,即在封闭腔体的最后填充处设置形状合理、尺寸合理的分流减压腔体孔。当型腔完全填充后,坯料的多余金属从分流型腔孔中挤出,解决了坯料体积与型腔体积不能严格相等的矛盾,同时降低了型腔内压力,有助于提高模具寿命。
早在20世纪50年代,由于缺乏足够的齿轮加工机床,德国人就开始采用封闭式热模锻法试制直齿锥齿轮。热锻齿轮技术在中国的发展和应用始于20世纪70年代初,成熟于80年代中后期。
1970年,上海机械化技术研究所与上海汽车齿轮厂合作,对美国大道T234汽车差动行星齿轮进行热精锻工艺成形试验,并于1973年投资建立精密锻造车间,批量生产[;20世纪80年代,山东大学开展了锥齿轮精密锻造工艺的研究开发,并实现了产业化。近年来,由于经济效益显著,热精锻工艺得到了广泛的应用。
1.2冷精加工锻造工艺
冷精加工锻造是在室温下进行的精密锻造工艺。冷精加工锻造工艺具有以下特点:工件的形状和尺寸更容易控制,避免了高温带来的误差;工件强度和精度高,表面质量好。在冷锻成形过程中,工件塑性差,抗变形能力高,对模具和设备的要求高,难以形成结构复杂的零件。为了克服冷锻精锻成形工艺抗变形能力高、填充效果差的问题,相继开发了一些新的工艺方法,主要有闭塞锻造、浮凹模锻、预制分流锻造等。
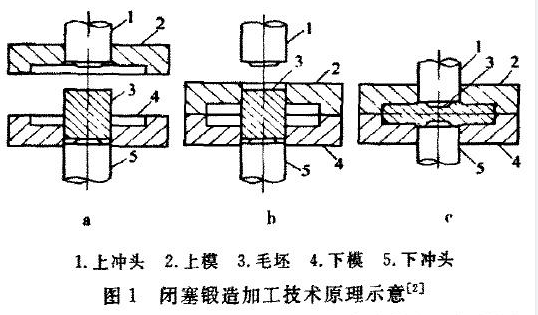
闭塞锻造是用一个或两个冲头在封闭模具中单向或反向挤压金属。封闭锻造工艺技术中使用的上、下模为组合件,分别由上凹模、上凸模、下凹模、下凸模组成。在锻造成形过程中,上、下凹模第一次封闭形成一个封闭模腔,同时应用足够的压力,然后上下拳用于挤出,形成的坯模具室(如图1)。在锻造过程中,钢坯在强大的三向压应力状态,具有良好的可塑性,可以形成形状复杂零件和生产效率高,金属流线沿锻件形状连续分布,锻件力学性能良好。
在浮动模锻技术中,模具不是固定的,而是随着锻造过程的进行而浮动的。本设计降低了模具与金属变形器之间的相对速度,减少了摩擦对接触面的影响,提高了锻件的填充性能,降低了变形阻力。
通过在锻件的某一位置设置溢流口,使材料在充型腔的过程中始终自由流动,从而提高了型腔的充盈性,降低了变形阻力和加工负荷。为了改善直圆柱齿轮精密锻造的填充情况,张庆平等人提出了带导流孔预锻和导流锻造的工艺方法。所述工艺方法为预锻制上模和下模,在坯料两端的中心部位锻制分流区;在终锻过程中,中心分流区起到分流物料的作用,改善物料的流动状态,从而降低成形负荷,提高坯料的充份性。
近年来,冷锻工艺在国内得到了一定的发展。天科智能装备有限公司引进了先进的锻压设备和模具加工设备,目前冷锻设备条件在国内处于领先地位。汽车、摩托车用各类精密冷暖锻件年产量达4000吨。汽车等时万向节套、星形套、传动传动轴等典型高难度冷锻件已在该厂批量生产。
1.3温精锻工艺
温式精密锻造是在再结晶温度下,在合适的温度下进行的精密锻造工艺。温锻精密成形技术不仅突破了冷锻成形的变形阻力,零件形状不能过于复杂,需要增加中间热处理和表面处理步骤的限制,而且克服了热锻因强氧化而降低表面质量和尺寸精度的问题。它具有冷锻和热锻同时进行的优点,克服了两者的缺点。但温锻工艺锻造温度低,锻造温度范围窄,对其锻造范围的要求更严格,需要高精度的专用设备,对模具结构和模具材料的要求也很高。
1.4复合锻造工艺
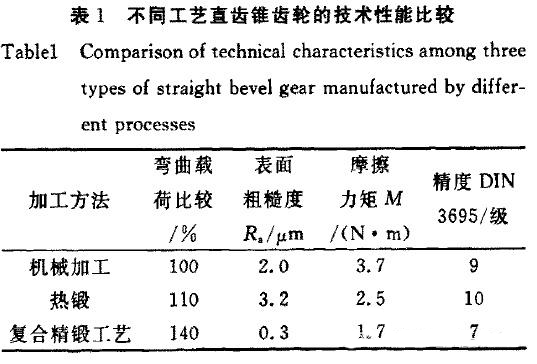
随着精密锻造工件的复杂性和精度要求越来越高,简单的冷、温、热锻造工艺已不能满足要求。复合精锻工艺将冷、温度、热锻工艺结合在一起,完成一个工件的锻造,可以发挥冷、温度、热锻的优点,摒弃冷、温度、热锻的缺点。表1给出了三种不同工艺方法生产的直齿锥齿轮的技术性能对比,从中可以看出,复合精锻工艺生产的工件的力学性能、尺寸精度和表面粗糙度都比其他两种工艺有所提高[]。因此,复合精锻工艺是当前精锻工艺发展的一个重要方向。
1.5等温精锻工艺
等温精锻是指坯料在趋于恒定的温度下进行模锻和成形。为了保证恒温成型条件,还必须将模具加热到与坯料相同的温度。等温模锻常用于航空航天工业中钛合金、铝合金、镁合金等难变形材料的精密成形,近年来也用于汽车和机械工业中有色金属的精密成形。
等温锻造主要应用于锻造温度较窄的金属材料,特别是对变形温度非常敏感的钛合金。等温锻造件一般具有薄腹板、高筋和薄壁,这类零件坯料的热量很快被模具吸收,温度下降迅速,采用普通锻造方法,不仅需要显著增加设备吨位,而且容易造成模具开裂。
1.6精密锻造工艺的发展趋势
随着制造业的发展,对精密锻造成形件的要求越来越高,也对精密锻造工艺的研究和开发提出了更高的要求,目前精密锻造工艺研究的主要方向如下。
1)持续的工艺创新。为了满足成形零件的要求,降低生产成本,需要不断开发一种成形精度高、模具寿命长、生产效率高的精密锻造成形新工艺。
2)复合工艺的发展。随着对成形零件工艺要求的不断提高,单一的精密锻造已难以满足要求,这就需要发展复合成形工艺,使不同温度或不同工艺方法的锻造工艺相结合,相辅相成#完成某部分的加工制造。精密锻造工艺还可以与精密铸造、精密焊接等其他精密成形工艺相结合,提高精密成形工艺的应用范围和加工能力。
3)基于知识的流程设计。随着精密锻造工艺的不断发展,工艺设计日趋复杂,为了提高工艺设计的可靠性和效率,开发基于知识的专家系统是未来精密锻造工艺设计的重要研究方向。
-
上一页说到锻造行业
-
下一个锻造:金属加工的一项基本技术



